3D列印機篇
3DP(3D printer) 基本介紹
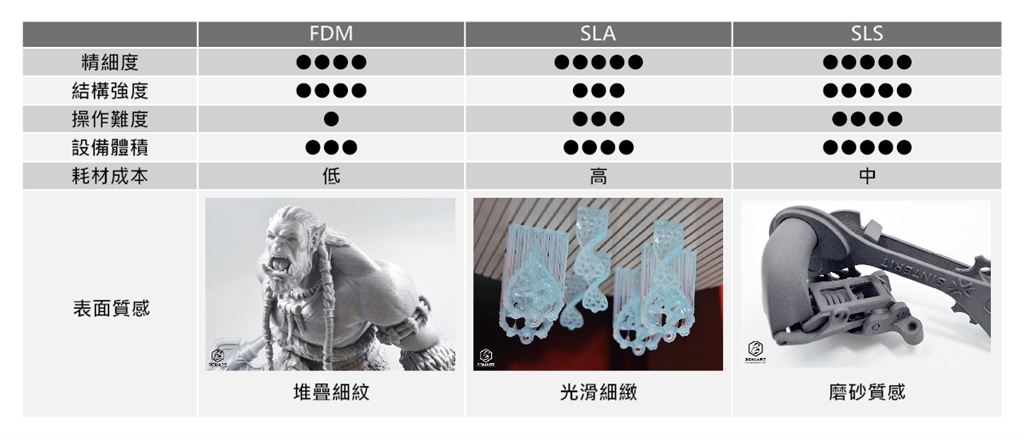
常見的三個列印技術: 1. FDM(熱熔融層積)技術 最普遍的3D列印技術。其3D列印原料通常是在捲軸上輸送的熱塑性聚合物,通稱為線材,再透過加熱噴頭擠出。噴頭擠出的材料可以在列印範圍內層層堆疊、冷卻並固化於平台上以完成物體。
SLA (光固化)技術 SLA使用液態樹脂液態樹脂作為原料,在樹脂槽內倒入樹脂並將列印平台浸泡其中,再以UV雷射或DLP投影器在列印平台上照射光束,受到照射的樹脂會硬化成型,藉由平台從樹脂槽中升起來層層堆疊成型。 (目前mks只有一台: XYZ Nobel 1.0 A)
SLS(雷射粉末燒結)技術 SLS技術使用粉末聚合物作為3D列印的原料,將粉末倒入機器中,機器內部會將薄層粉末來回鋪平在列印範圍,再以雷射光融合材料,並透過微幅的高度升降堆疊並完成印品。由於粉末列印材料會填滿整個內部空間,因此不須使用支撐結構輔助成型(因為整體在列印完成前是緊密的粉末,因此不會有中空材料掉落的問題),未使用完的粉末可以透過專用設備過篩後再與新的粉末混合使用。
FDM, SLA, SLS 比較
各式機台、線材(filament)介紹
上述三種3D列印原理中屬FDM最普遍,接下來的介紹中將針對FDM介紹 常見FDM列印機分為兩種型態
Cartesian:最典型的3DP,三個步進馬達分別控制x, y, z軸。
優:精準度較高;零件普遍、方便改造替換
Delta:以三支長臂控制中央的擠出頭;又分為滑車或滑軌式
優:因步進馬達固定於機身、移動部件少,容許較高速的列印;看起來比較酷
缺:精準度較低;因線材要透過Bowden tube送到擠出頭,可選材料受限
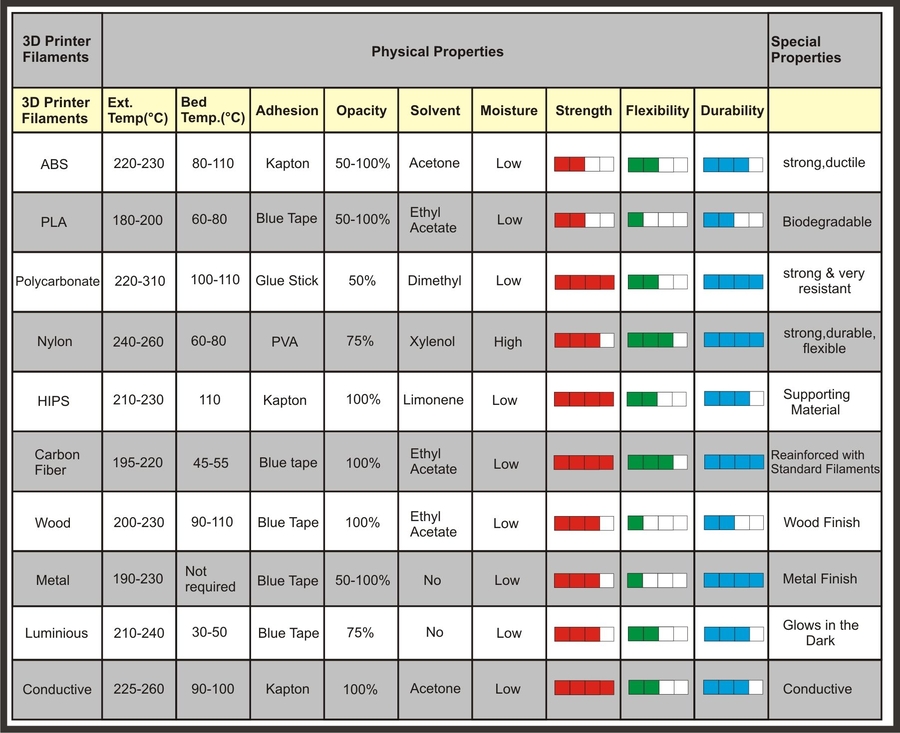
各式線材介紹
PLA
最典型、常見,簡單易印,強度中等 (列印溫度180~230度,熱床0~60度)
ABS
較PLA軟、列印難度較難,但強度較高 (列印溫度220~250度,熱床80~110度) (MakeNTU比賽僅提供黑色ABS)
PETG
材質較軟而韌性高
TPU
軟性、撓性材料
Nylon
......
XYZ da vinci 快速入門懶人包
啟動XYZmakerSuite,選擇XYZprint
選擇匯入的.stl圖檔,可在右方預覽、旋轉列印方向
將列印材料選為ABS
大部分設定使用建議設定即可,唯須調整殼層厚度、內部填充比例(infill percentage)和填充模式(infill pattern)
(i) 殼層厚度建議設為0.8mm(2層)或1.2mm (3層),以提高列印強度
(ii) 若零件不須承重/美工用途,建議10%~15%即可,以免列印過久、浪費線材
一般功能性零件通常使用18%~20%,若需承重可考慮使用25%~30%
(因時間因素,MakeNTU比賽中不建議使用高於35%的填充比例)
(iii) 選擇填充模式:最常見、CP值高的填充模式為蜂巢(3D Honeycomb),其他值得考慮的包括Grid, 又名 Rectangular(速度較快),或Triangular
若零件有懸空的部分(overhang),會造成線材無法附著的情況,此時需開啟支撐材料設定,建議將支撐角度臨界設為70度左右。支撐材料在列印結束後輕輕剝除即可
 懸空處線材無處附著
懸空處線材無處附著
 剛出爐、含支撐材料的列印成品 v.s. 剝除支撐材料&底座後的完成品
剛出爐、含支撐材料的列印成品 v.s. 剝除支撐材料&底座後的完成品
開始切片,切片軟體將會把.stl圖檔轉換為.gcode檔案,切片完後可預覽大致列印時間、耗材長度及列印軌跡
將XYZ da vinci 開機,電腦將自動連接到3D列印機,按下開始列印
耐心等候,列印完成後輕輕將支撐材料、底座剝除,可使用銼刀磨平粗糙的平面
Last updated
Was this helpful?